该文介绍4种曲轴前端外六角结构加工的工艺方法,分别从效率、质量角度出发,对工艺方法进行优劣分析。
1序 言
图1所示发动机曲轴前端外六角结构由于需要配合其他零件,所以精度要求较高。但是在实际生产过程中,存在加工效率较低的问题,成为曲轴加工的瓶颈工序。下面介绍4种曲轴前端外六角结构的加工工艺方法。


图1 发动机曲轴前端外六角结构示意
2卧式加工中心铣削加工
卧式加工中心结构较先进,滑鞍在底座上作X向运动,立柱在滑鞍上作Z向运动,主轴箱在立柱门框上作Y向运动,回转工作台为固定位置。X、Y和Z轴分别采用伺服电动机驱动,有较高的精度。所搭配工装结构为气缸带动压板夹紧方式。
图2为使用XH765A卧式加工中心铣削加工。工装包括气缸、V形铁和压板。加工刀具为φ44mm玉米铣刀,编号C4-217.69-044-033-12.3AN。
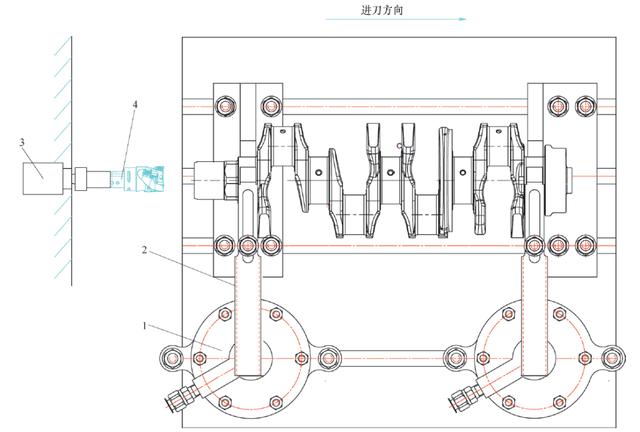
图2 使用XH765A卧式加工中心铣削加工示意
1—气缸 2—压板 3—机床主轴 4—玉米铣刀
工装调整完毕后,机床根据程序设定进行加工,加工工步如下。
1)工装夹紧曲轴。
2)第一次进刀(见图3),加工6个面,留3mm余量。
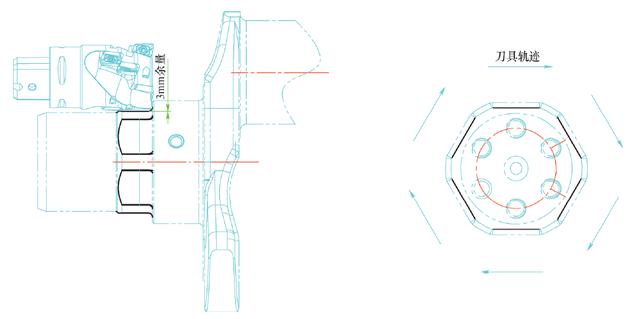
a)留3mm余量 b)刀具轨迹
图3 第一次进刀示意
3)第二次进刀(见图4),加工6个面,尺寸加工到工艺尺寸上限。
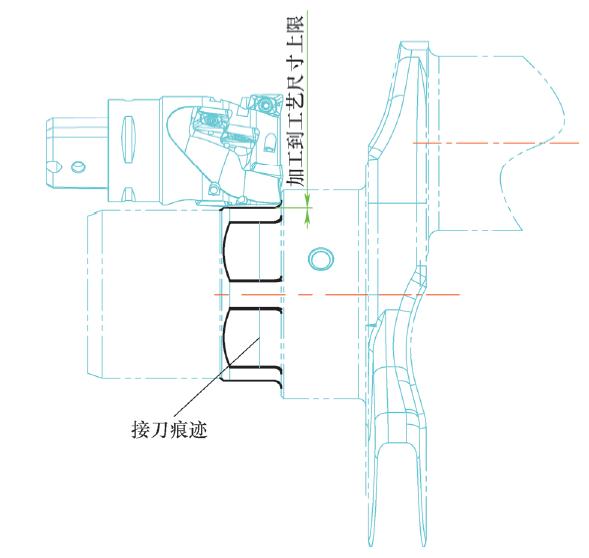
图4 第二次进刀示意
4)第三次进刀(见图5),加工6个面,进给量0.03mm/r,去除接刀痕迹。
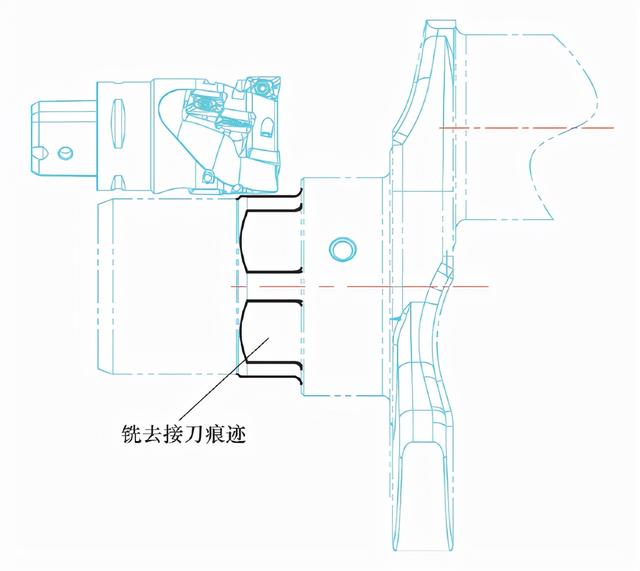
图5 第三次进刀示意
工艺参数:转速500r/min,进给速度0.05mm/min。加工节拍:34min。
按此工艺方法加工可以保证零件达到工艺要求尺寸。该工艺方案的优势是只需要一次夹紧曲轴,不需要重复调整工装位置。但是因加工时机床主轴距离工件较远,刀具吃刀量有限,所以当进给速度过大时,将导致刀具振动,影响产品质量;同时因玉米铣刀上两刀片分布位置会产生接刀痕迹,需要再次进刀修整,故加工效率较低。
3卧式万能铣床搭配棘轮式工装加工
卧式万能铣床刚性好,能承载重负荷切削。铣床的主轴电动机功率高、变速范围广,能够充分发挥刀具效能,进行高速切削。机床结构上,工作台有X、Y和Z三个机动进给方向。所搭配工装结构为气缸带动压板夹紧方式,曲轴后端外圆装配棘轮,棘轮的齿数根据曲轴外六方尺寸设计。
图6为XA6132卧式万能铣床加工。夹具包括气缸、V形铁、压板、棘轮和棘爪。加工刀具为φ80mm旋风铣刀,编号R220.69-0080-12-7AN。
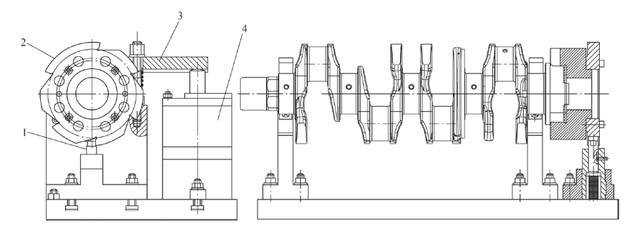
图6 XA6132卧式万能铣床加工示意
1—棘爪 2—棘轮 3—压板 4—气缸
工装调整完毕后,机床加工工步如下。
1)打开气阀,气缸带动压板夹紧曲轴。
2)开动机床,一次进刀,加工1个面,加工到工艺尺寸。
3)关闭气阀,旋转曲轴至棘轮旋转到第二齿。
循环工步1)到工步3)共6次。
工艺参数:转速1180r/min,进给速度750mm/min。加工节拍:16min。
该工艺方法的优点是采用能安装直径较大的旋风铣刀的卧式万能铣床加工,因只需一次进刀,所以加工效率有所提升。但是因棘轮精度直接影响外六方加工精度,同时棘爪和棘轮开始接触的一瞬间产生冲击,影响加工精度,故加工后尺寸控制并不理想。
4卧式万能铣床搭配万能分度盘加工
万能分度盘是可以安装在铣床上,用于将工件分成任意等份的机床附件。利用分度刻度和游标、定位销和分度盘以及交换齿轮,将装夹在顶尖件或卡盘上的工件分成任意角度,辅助机床利用刀具进行加工工作。
图7为XA6132卧式万能铣床搭配万能分度盘加工。加工刀具为φ80mm旋风铣刀,编号R220.69-0080-12-7AN。加工工步如下。
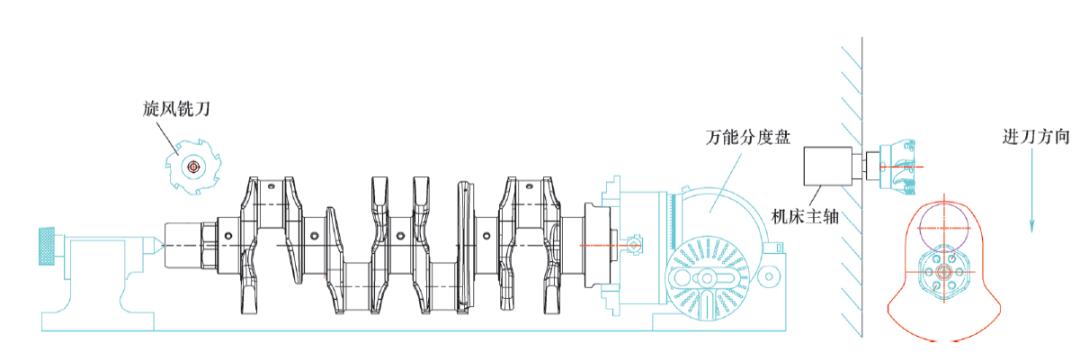
图7 XA6132卧式万能铣床搭配万能分度盘加工示意
1)万能分度盘夹紧曲轴。
2)开动机床,一次进刀,加工1个面,加工到工艺尺寸。
3)手动摇动分度盘旋转60°。
循环工步1)到工步3)共6次。加工节拍:12min。
采用该工艺方法有较高的加工效率,同时万能分度盘可以保证加工精度。但需人工摇动手柄,1根曲轴需要摇动手柄约40圈,操作人员劳动量较大,同时摇动圈数容易出现错误,导致产品报废。
5卧式万能铣床搭配数控分度盘加工
此工艺方法需要先对卧式万能铣床进行数控化改造,改造内容为安装数控分度盘。数控装置及电气线路改造的目的为通过数控装置编程,实现曲轴自动旋转至加工位置。
图8为XA6132卧式万能铣床搭配数控分度盘加工。加工刀具为φ80mm旋风铣刀,编号R220.69-0080-12-7AN。

a)加工示意

b)实物
图8 XA6132卧式万能铣床搭配数控分度盘加工
加工工步如下。
1)数控分度盘夹紧曲轴。
2)开动机床,1次进刀,加工1个面,加工到工艺尺寸。
3)数控万能分度盘旋转120°,重复工步2),往复6次。
加工参数:转速1180r/min,进给速度750mm/min,加工节拍6min。
该工艺方法的优点是,数控化改造可避免使用人工万能分度盘而产生废品的风险。使用数控万能分度盘,能够在保证零件尺寸的同时,具有较高的加工效率。
6结束语
可以看出,上述几种加工曲轴前端外六角结构的工艺方法中,采用卧式万能铣床搭配数控分度盘的方法在加工效率上有明显优势。同时,采用数控万能分度盘可以保证加工质量。
本文发表于《金属加工(冷加工)》
如若转载,请注明出处:https://www.sumedu.com/faq/27713.html
相关推荐
-
邓清明作文素材题目议论文(邓清明作文素材评价)
一、作文题目 【2021年高三第三次联考】 2021年6月17日,聂海胜,刘伯明,汤洪波三名宇航员再次出征,成为中国空间站天和核心舱的首批“入住人员”,他们也成为世人心目中名副其实…
-
短视频搬运神器app下载百度网盘(短视频搬运软件)
‘我做的东西真的没用吗?’ 去年年末,央视制作了一幅属于2021年的特殊《清明上河图》。这幅图里埋藏了很多彩蛋,记录下了一整年里值得铭记的人与事。这些人里,有为疫情奉献的白衣天使,…
-
怎么制作抖音短视频带字幕,怎么制作抖音短视频带字的视频
经常会有想做抖音短视频的小伙伴问我,“我从来没有做过抖音短视频,能做好吗?”,答案是肯定的。但是新手一定要牢记以下5点,才能做好抖音短视频。 先找到自己和别人不同之处 …
-
再生资源废品回收公司简介(上海再生物资回收有限公司)
昨天李子期邀我去参观社区垃圾分类,一下让我想起跟她认识的经过。今年8月的一天,我的朋友阿南(化名)打电话给我,说一个叫李子期(化名)的90后驻港部队退伍女兵,放弃万元高薪,要求跟他…
-
查肝肾功能做什么检查项目的,检查肝肾功能都要查哪些项目
保肝护胆除了平时要避免肝胆损害的因素,最重要的就是定期体检,定期体检能够帮助我们了解肝胆目前的状态,以便进一步评估是否需要进行一些习惯的改变及必要的治疗。但体检项目众多,我们该如何…
-
nury护肤品怎么样(nury化妆品)
【侨报记者高睿3月4日洛杉矶报道】洛杉矶市议长怒雷·马提尼兹(Nury Martinez)和市议员米奇·奥法瑞尔(Mitch O’Farrell)4日联合起草了一项动议,希望美国能…
-
寻求农业种植项目合作,寻求农业种植项目合作协议?
摘要:今天继续来给大家分享农村赚钱好项目:1种植黄金蜜李,这是普通黄金李的升级品种,这种李的优点就是特别甜,个头特大,卖价非常高。2种植食叶草,这是目前市面上产量最高,用途最广的一…
-
淘宝购物618活动什么时候买便宜(618淘宝哪天最优惠)
本报记者 吴奕萱 见习记者 邬霁霞 “618”年中大促来临,以京东、拼多多、苏宁等为代表的电商平台已纷纷摩拳擦掌,筹备这场购物盛会。上述电商平台早在5月23号便开启了大促活动,正式…
-
淘宝上买的东西是正品吗,淘宝手机是不是正品?
大家好,这里是纪白品牌管控。随着电商平台的兴起,很多线下商家都通过线上的方式来进行销售扩大自己的经营模式,那么,卖别人的产品需要授权吗?没经授权卖别人的产品会产生违法行为吗?是…
-
怎么样制作问卷调查二维码(怎样制作二维码问卷调查)
我想做研究,该从哪里开始?——六种实用的研究方法本文来源:FETTERS M D.基层保健研究入门:六种实用的研究方法[J].张亚男,译.中国全科医学,2019,22(22):26…